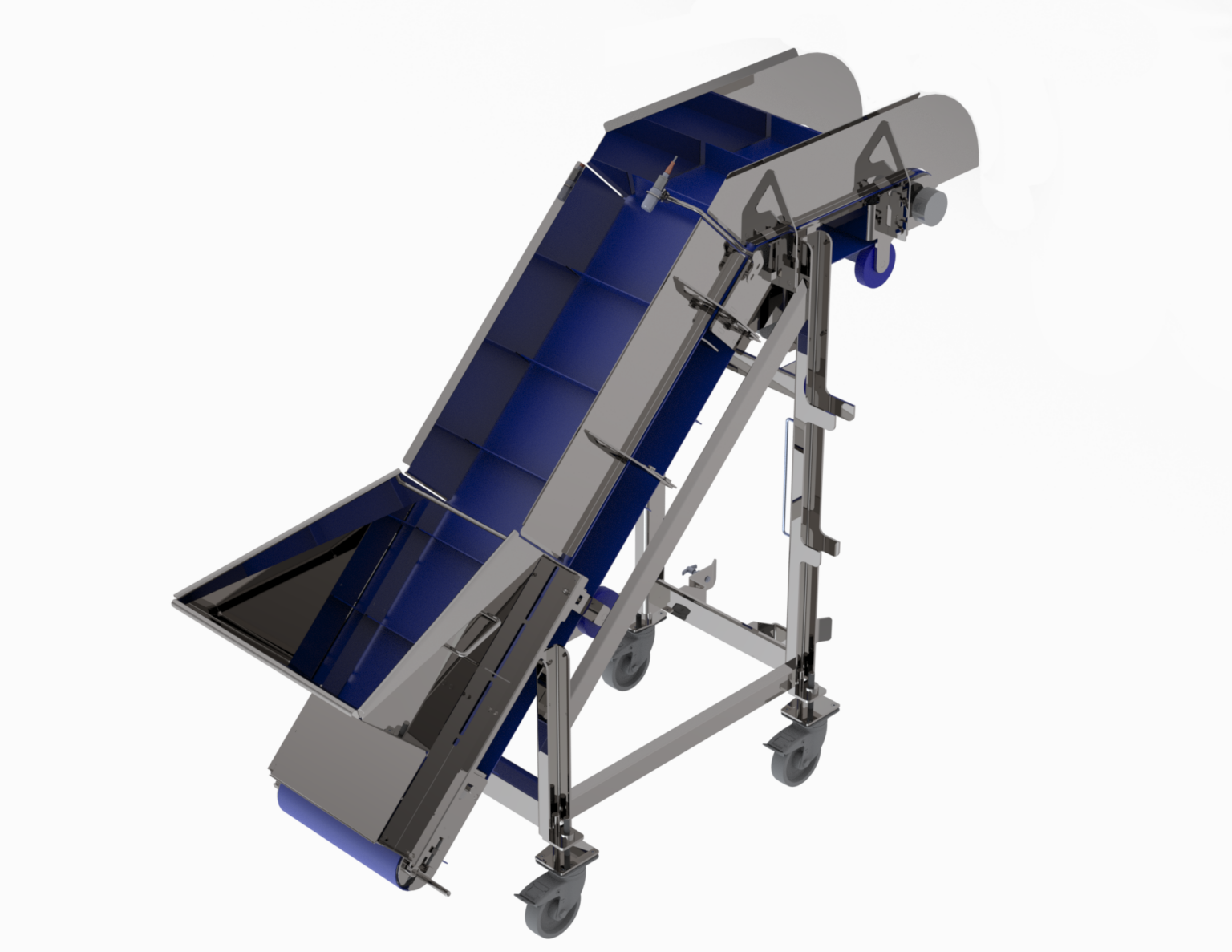

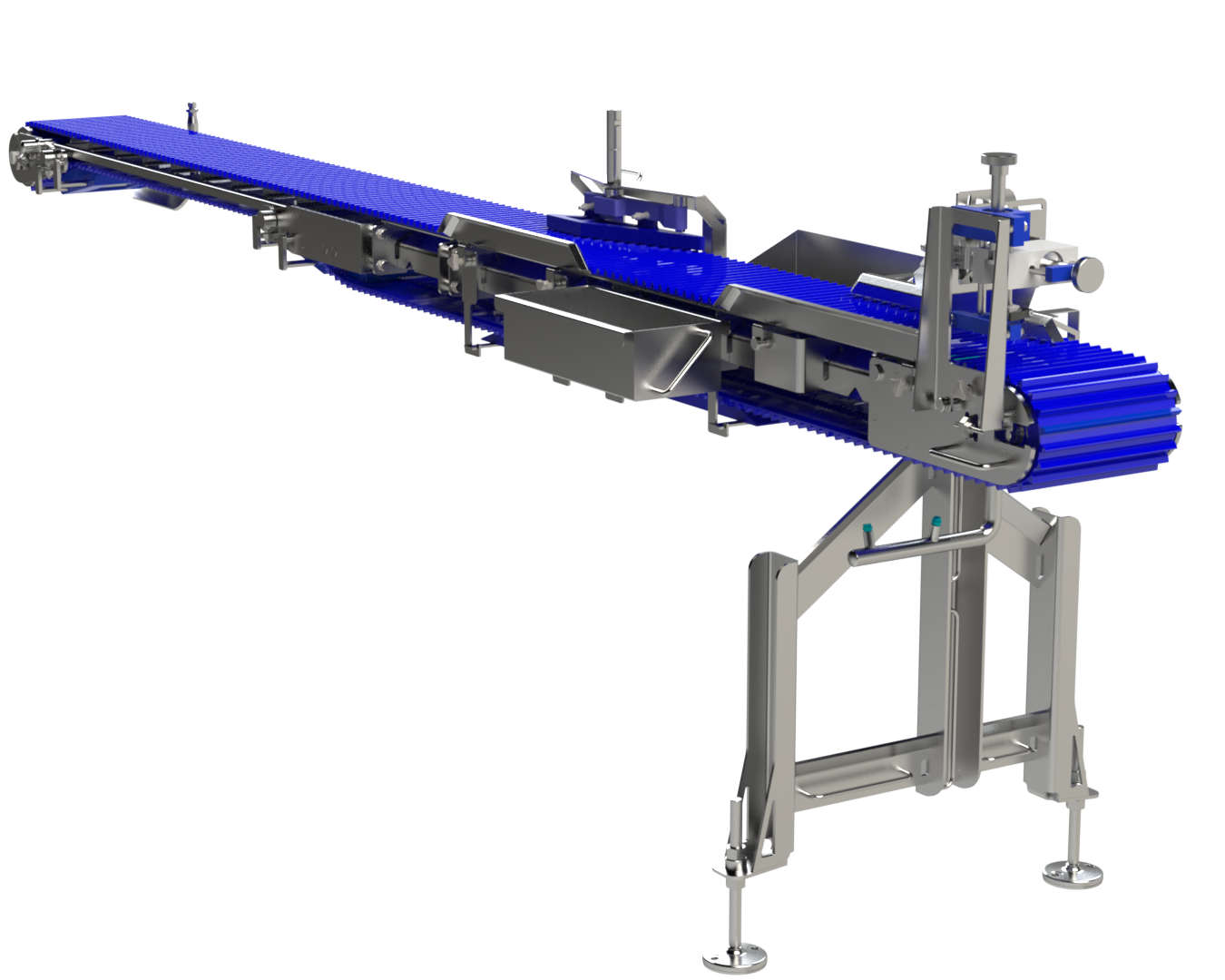


100% Stainless Steel and IP69K Solution.
Hygienic Design & Microblasting (ra : 6,4)
Hygienic Design & Microblasting (ra : 6,4)


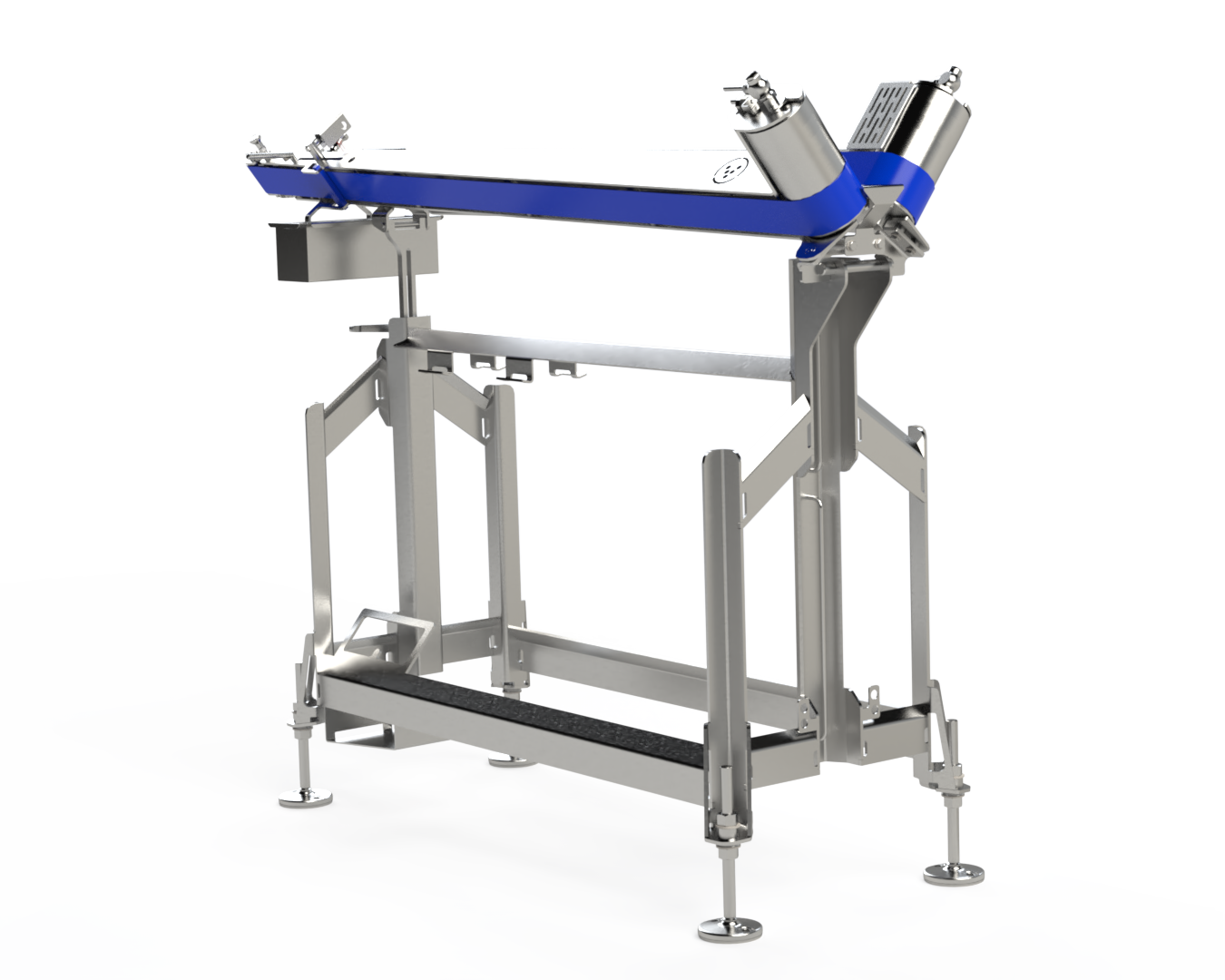
Equipment at human height for easy access, monitoring and sanitation. No dismounting necessary, which makes cleaning and maintenance a breeze.


Open and incline structure to avoid retention area.
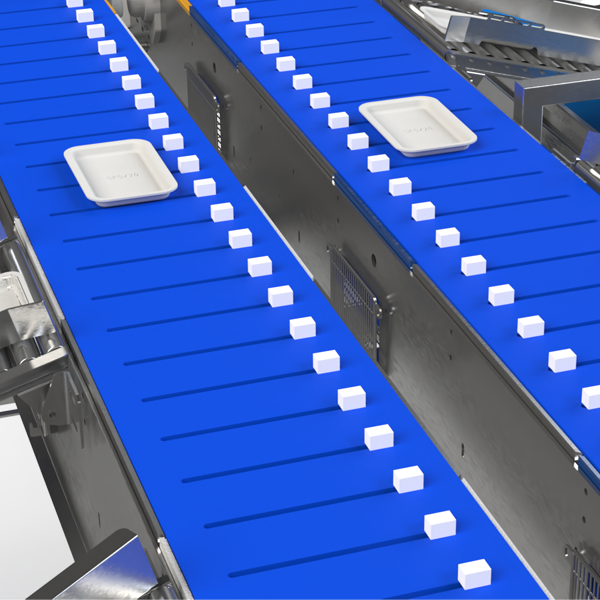
Our equipment is made of high-quality materials that are easy to clean and sanitize, reducing the risk of contamination and ensuring food safety.


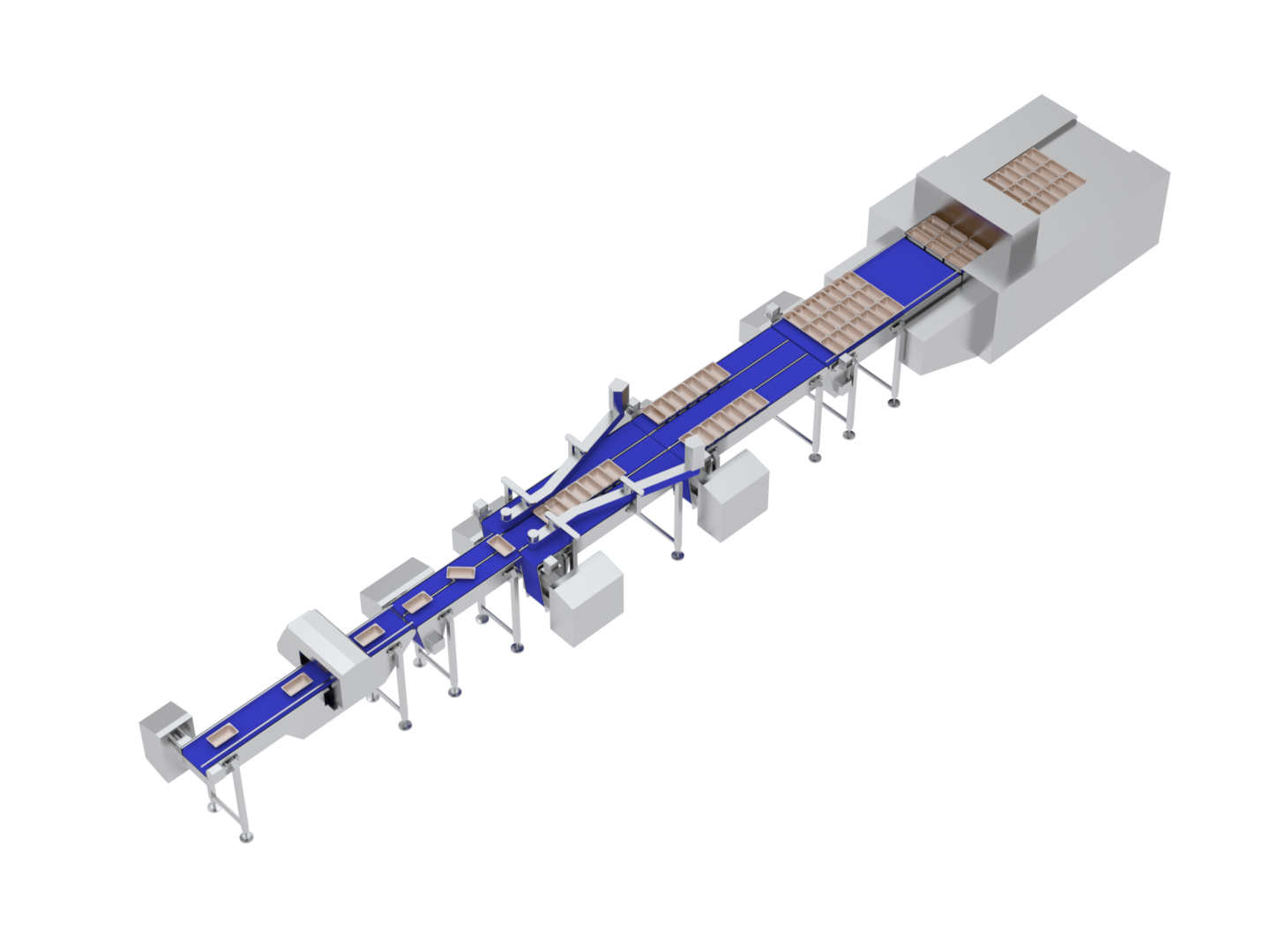
Up to 60% reduction in your water consumption and disinfection products thanks to CIP. Possibility to set up your own cleaning sequence (hot water, foam, sanitizer).